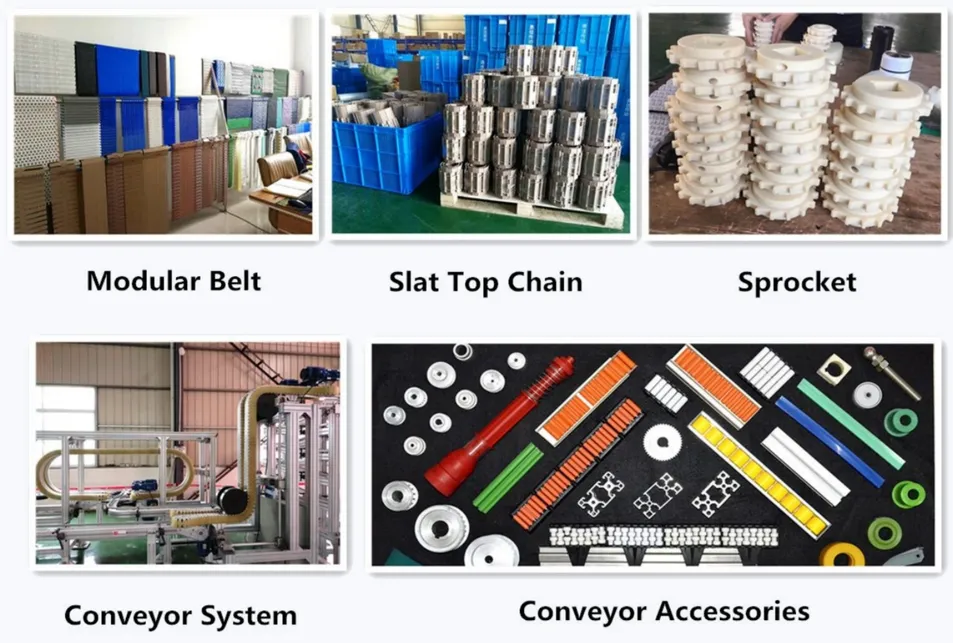
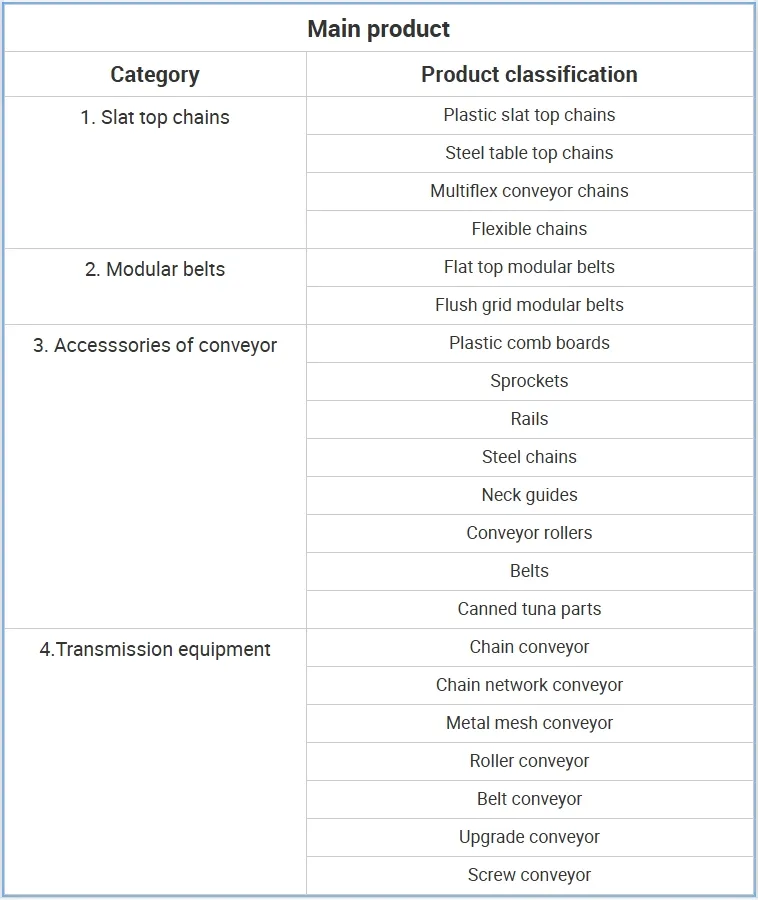
Premium Material Quality: Our products utilize high-grade POM, PP, and PE materials, ensuring exceptional wear resistance and heat tolerance. These components are engineered for longevity in demanding industrial environments.
Industry Applications:
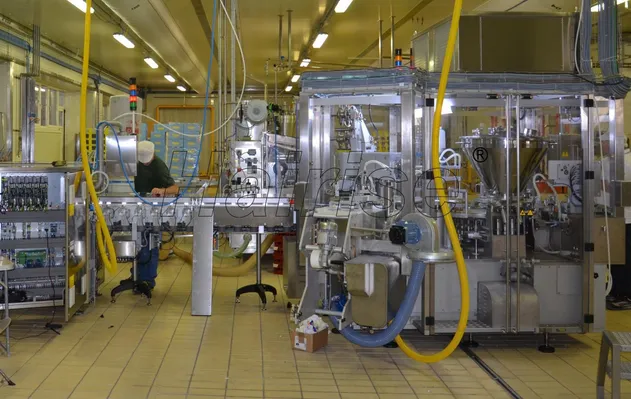
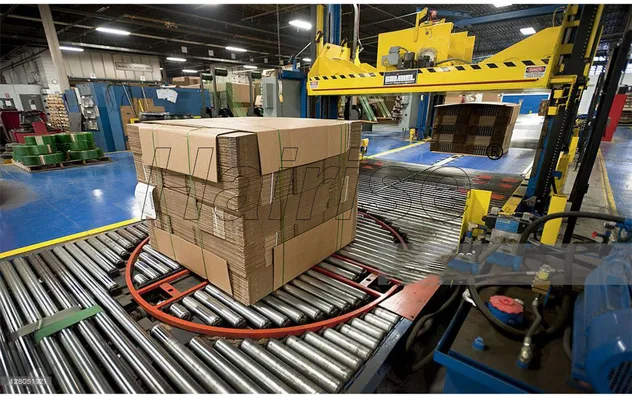
- Beverage Industry: Ideal for palletizers, washers, labelers, fillers, pasteurizers, and elevators. Equipped with slat top chains, curves, and sprockets.
- Container Manufacturing: Specialized abrasion-resistant polyamide for glass plants and vacuum chains for can making.
- Automotive Industry: Engineered for rubber processing and tire handling applications.
?
Frequently Asked Questions
What materials are used in your conveyor chains?
We primarily use high-performance POM, PP, and PE materials. These are selected for their excellent wear resistance, heat tolerance, and suitability for various industrial environments.
Can I get a customized size or color for my conveyor belt?
Yes, absolutely. We provide full customization services where color, width, length, and specific design features can be adjusted to meet your unique production line requirements.
How do I identify which belt I am currently using?
Our technical team can help you identify your current series and style. You can provide us with photos or specifications of your existing plastic conveyor chains or belts for an accurate assessment.
What is the policy for damaged products?
If goods are found to be broken upon receipt, we will replace them based on photo evidence. We also offer a quality guarantee for our components under standard working environments.
Are your products certified for food and medical use?
Yes, our products comply with international standards and hold certifications including ISO9001:2008, FDA, and SGS, making them safe for food, beverage, and medical industries.
Do you provide technical drawings or PDF catalogs?
Yes, we provide drawing design services and have a wide range of PDF technical files available for our products to help with your engineering and integration process.